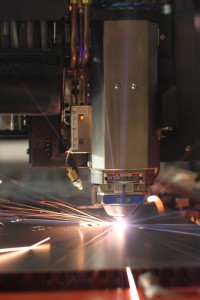
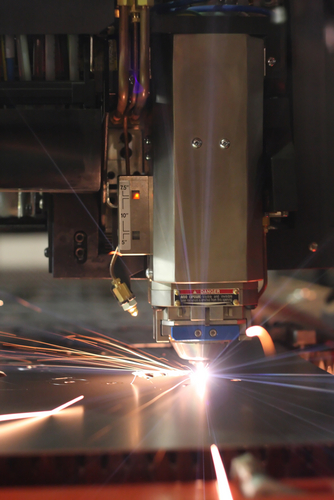
 Исключительно ровная кромка среза в процессе обработки лазером достигается за счет того, что металл не деформируется и не переходит в иное агрегатное состояние, как при использовании плазмы. Оно просто сгорает в узкой струе кислорода, воспламеняясь от высокой температуры когерентного светового луча – строго в освещенной области. Именно для этого и необходимо сверхточное позиционирование режущей головки, что влечет за собой использование высокотехнологичного и дорогостоящего оборудования.
Исключительно ровная кромка среза в процессе обработки лазером достигается за счет того, что металл не деформируется и не переходит в иное агрегатное состояние, как при использовании плазмы. Оно просто сгорает в узкой струе кислорода, воспламеняясь от высокой температуры когерентного светового луча – строго в освещенной области. Именно для этого и необходимо сверхточное позиционирование режущей головки, что влечет за собой использование высокотехнологичного и дорогостоящего оборудования.
Координатно-пробивные прессы традиционно считались наиболее скоростными среди всех видов оборудования для точного раскроя металла – пока не появились станки чпу для лазерной резки. Сравнительно низкая скорость прохождения обрабатываемого участка металла в них компенсируется исключительно рациональным перемещением режущей головки вдоль заготовки. Специально для этой цели разработаны сложные алгоритмы, учитывающие множество факторов, например, порядок вырезания деталей. Если фигура имеет внутренние отверстия, как в случае с буквой «О», то раскрой необходимо начинать с них. В противном случае после завершения внешнего обвода тяжелый металлический кругляш просто провалится под стенд, и луч лазера будет впустую резать пространство на его месте.
Главное преимущество данной технологии кроется в свойствах самого лазерного луча – сфокусированный свет обладает минимальным рассеиванием, что справедливо и для передаваемой им тепловой энергии. На практике это означает, что область проекции луча на металл всегда остается неизменного размера и, при наличии позиционирующей оптики, не отклоняется во время движения режущей головки. Соответственно, разогревается исключительно выделенный участок, а соседние области остаются незатронутыми и могут использоваться для создания других изделий. Что и дает возможность расположить контуры деталей вплотную друг к другу и раскроить лист с минимальными отходами материала.
Строго говоря, металл в области резки все-таки нагревается, и весьма основательно, более того, он в прямом смысле сгорает, за счет чего и образуется сквозное отверстие. Однако перегрева прилегающих областей не происходит, потому что они непрерывно охлаждаются струей кислорода. Газ выполняет много функций – служит катализатором процесса горения, выдувает расплавленный металл из области разреза, охлаждает поверхность заготовки. Именно интенсивной обдувкой газом и объясняется исключительно ровная и гладкая поверхность среза, на которой даже отсутствует окалина. Естественно, оборудование для беспрерывной подачи чистого кислорода увеличивает себестоимость установки, а расход газа – затраты на ее обслуживание.
 LiveJournal.com
LiveJournal.com Ya.ru
Ya.ru Twitter.com
Twitter.com RuTwit.ru
RuTwit.ru FriendFeed.com
FriendFeed.com Blog.ru
Blog.ru FeedBurner.com
FeedBurner.com Часто бывает так, что народная мудрость приобретает...
Часто бывает так, что народная мудрость приобретает...  Длительный срок службы - одно из важнейших качеств...
Длительный срок службы - одно из важнейших качеств...  Если рулоны холодного проката или металлические...
Если рулоны холодного проката или металлические...  Алюминиевая полоса - один из лидеров в продаже проката. И не...
Алюминиевая полоса - один из лидеров в продаже проката. И не...  Окрашенный профлист (профнастил) – материал, ставший, без...
Окрашенный профлист (профнастил) – материал, ставший, без...  Благодаря своей универсальности профильные трубы нашли...
Благодаря своей универсальности профильные трубы нашли...  Правильно подобранные и установленные воздуховоды - гарантия...
Правильно подобранные и установленные воздуховоды - гарантия...  Прокат на основе латуни, особенно трубный, не так...
Прокат на основе латуни, особенно трубный, не так...  Многие привычно утверждают, что профильные трубы могут...
Многие привычно утверждают, что профильные трубы могут...  Сегодня при монтаже водопровода и канализации всё чаще...
Сегодня при монтаже водопровода и канализации всё чаще... 








 Исключительно ровная кромка среза в процессе обработки лазером достигается за счет того, что металл не деформируется и не переходит в иное агрегатное состояние, как при использовании плазмы. Оно просто сгорает в узкой струе кислорода, воспламеняясь от высокой температуры когерентного светового луча – строго в освещенной области. Именно для этого и необходимо сверхточное позиционирование режущей головки, что влечет за собой использование высокотехнологичного и дорогостоящего оборудования.
Исключительно ровная кромка среза в процессе обработки лазером достигается за счет того, что металл не деформируется и не переходит в иное агрегатное состояние, как при использовании плазмы. Оно просто сгорает в узкой струе кислорода, воспламеняясь от высокой температуры когерентного светового луча – строго в освещенной области. Именно для этого и необходимо сверхточное позиционирование режущей головки, что влечет за собой использование высокотехнологичного и дорогостоящего оборудования. В мире нет ничего абсолютного и все относительно. Эту основополагающую формулировку Альберта...
В мире нет ничего абсолютного и все относительно. Эту основополагающую формулировку Альберта...  Компания «Лок Энд Луб» (Держатели и смазки, Lock and Lube LLC) выпустила новый ножной промышленный...
Компания «Лок Энд Луб» (Держатели и смазки, Lock and Lube LLC) выпустила новый ножной промышленный...  Применяется дробилка и в металлургии – для измельчения угля и руды, и в химической...
Применяется дробилка и в металлургии – для измельчения угля и руды, и в химической...  Угловая шлифовальная машина (УМШ, в просторечии - болгарка) – это один из незаменимых инструментов...
Угловая шлифовальная машина (УМШ, в просторечии - болгарка) – это один из незаменимых инструментов...  О том, насколько универсальным материалом считается проволока, говорит ее применение в областях, абсолютно далеких от...
О том, насколько универсальным материалом считается проволока, говорит ее применение в областях, абсолютно далеких от...  Колючая проволока, или попросту «колючка», сыграла в истории не менее зловещую роль, чем любое холодное оружие. Поначалу простое...
Колючая проволока, или попросту «колючка», сыграла в истории не менее зловещую роль, чем любое холодное оружие. Поначалу простое...  Наверняка все мы в детстве играли с пружинками от часов и авторучек. И, пытаясь принудительно согнуть или распрямить этот...
Наверняка все мы в детстве играли с пружинками от часов и авторучек. И, пытаясь принудительно согнуть или распрямить этот...  Технология использования порошковых проволок объединяет преимущества открытых электродов и механизированной сварки, при которой...
Технология использования порошковых проволок объединяет преимущества открытых электродов и механизированной сварки, при которой...  Вашингтон, 04 марта 2018 г. Планы президента Дональда Трампа по введению жестких тарифов импорта стали и алюминия вызвали...
Вашингтон, 04 марта 2018 г. Планы президента Дональда Трампа по введению жестких тарифов импорта стали и алюминия вызвали...  Чем быстрее растут темпы строительства и промышленного производства, тем выше становится потребность этих отраслей в...
Чем быстрее растут темпы строительства и промышленного производства, тем выше становится потребность этих отраслей в...